
全國咨詢熱線
全國咨詢熱線

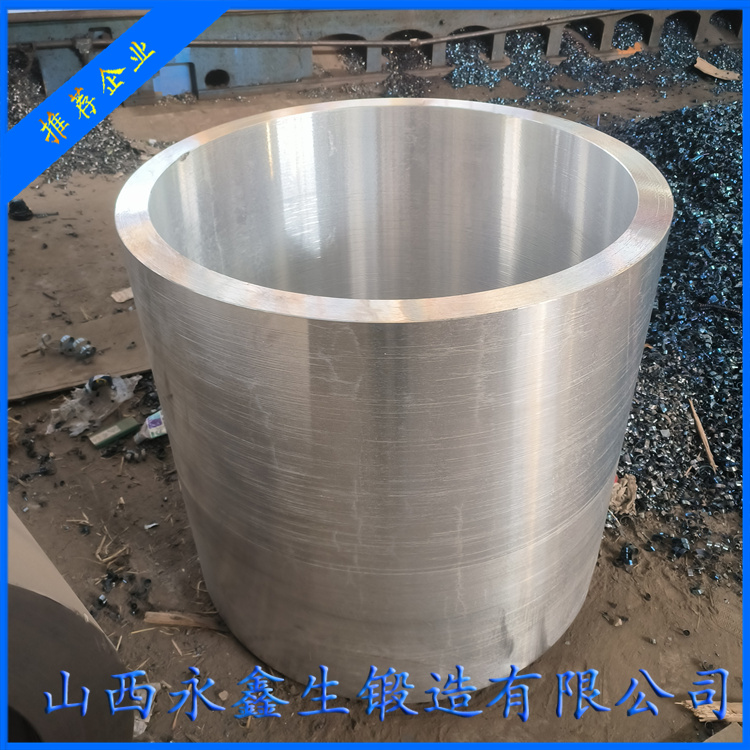
每一件精密的重型裝備背后,都離不開無數高品質零部件的支撐。筒體鍛件,作為其中的關鍵一環,其制造過程凝聚了材料科學、熱加工工藝、機械制造與質量控制的智慧結晶。今天,讓我們走進山西永鑫生重工股份有限公司,探秘一件優質筒體鍛件是如何從一塊厚重鋼錠,蛻變為能承受千鈞壓力的工業精品。
第一步:精挑細選,筑牢原料根基
筒體鍛件的質量,從原材料就已決定。永鑫生重工只選用寶鋼、太鋼等國內一線鋼廠生產的優質合金鋼錠。每一塊鋼錠入廠前,都必須經過嚴格的 “身份核驗”。質檢人員首先核對鋼廠出具的材質保證書,然后使用直讀光譜儀對鋼錠表面進行成分快速分析,確保碳、硅、錳、鉻、鉬、鎳等關鍵元素含量精準無誤。同時,對鋼錠進行超聲波探傷(UT),檢測其內部是否存在縮孔、疏松、夾雜等原始缺陷。只有完全合格的鋼錠,才能進入下一道工序,這是永鑫生重工對品質的第一道 “鐵律”。
第二步:烈焰淬煉,重塑金屬形態
合格的鋼錠被吊運至數控環形加熱爐中。這是一個能精準控溫的 “巨型烤箱”,根據不同材質設定專屬的加熱曲線,緩慢、均勻地將鋼錠加熱至 1150℃-1250℃的鍛造溫度。這個過程至關重要,溫度過低則鋼錠塑性不足,難以變形;溫度過高則會導致晶粒粗大,甚至過燒報廢。
加熱完成后,通紅的鋼錠被天車迅速吊運至15000 噸快鍛油壓機或5000 噸快鍛油壓機的工作臺面上。在操作員的精準控制下,萬噸級壓機以雷霆萬鈞之力,對鋼錠進行反復鐓粗和拔長。這一步的核心目的是 “鍛透”,通過巨大的壓力擊碎鋼錠內部粗大的鑄造組織,壓實孔隙,使金屬晶粒細化。
第三步:空心初現,精準沖孔拔長
實心鋼錠經鍛造后,下一步是制造空心毛坯。操作員使用專用的沖頭,在快鍛油壓機的輔助下,對熾熱的鍛坯中心進行精準沖孔,形成一個初始的內孔。隨后,利用芯棒對空心坯進行拔長工序,將其逐步延伸至接近產品要求的長度,并控制好壁厚。此過程需嚴格控制每次壓下量,確保內外壁質量均勻,避免產生內折等缺陷。
第四步:擴孔整形,臻于完美尺寸
為了獲得精確的內徑和圓度,初成型的筒坯被轉入大型馬架擴孔機進行精加工。馬架擴孔是永鑫生重工的核心工藝之一。在旋轉過程中,通過芯輥與坯料內壁的接觸碾壓,均勻地擴大內徑,同時有效校正筒體的橢圓度和錐度,確保壁厚差控制在極小范圍內。這一步極大提升了筒體的幾何精度,為后續機械加工減少了余量,節約了材料成本。
第五步:熱處理,賦予內在性能
鍛造后的筒體鍛件內部存在巨大的內應力,且金相組織不穩定,必須通過熱處理來 “定性”。根據材質和性能要求,鍛件被送入臺車式熱處理爐,進行退火、正火、調質(淬火 + 高溫回火)等處理。例如,42CrMo 筒體鍛件通過調質處理,可獲得優異的綜合力學性能;而 P91 耐熱鋼則需進行特殊的正火 + 高溫回火,以獲得穩定的高溫強度。
第六步:精密加工,雕琢最終形態
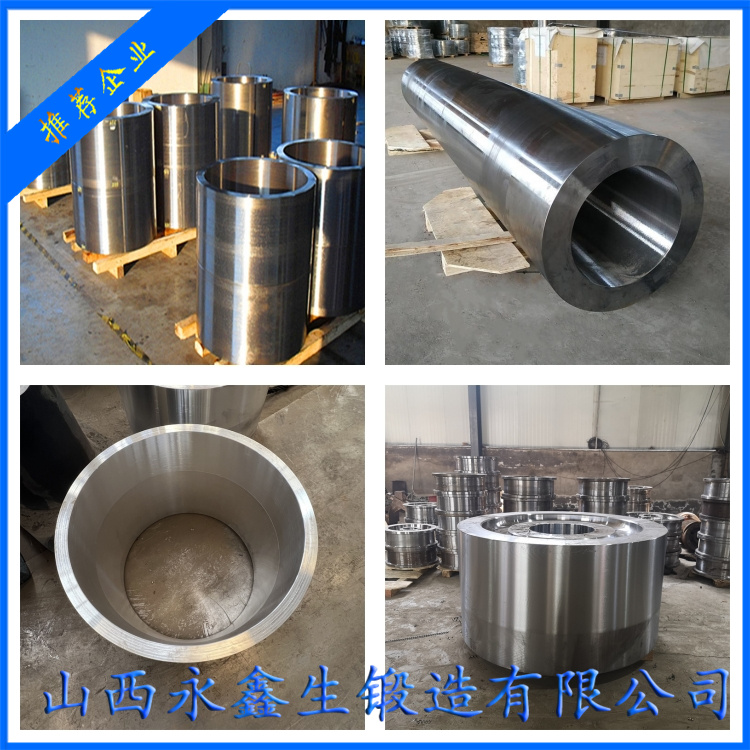
熱處理后的鍛件,硬度和強度大幅提升,需要精密機床進行切削加工。永鑫生重工配備了數控立車和深孔鉆鏜床。數控立車負責高精度車削筒體的外圓和端面,保證尺寸精度和表面光潔度。深孔鉆鏜床則專門用于精加工內孔,確保內孔圓柱度、粗糙度達到設計要求。經過切削,鍛件的外形尺寸完全符合圖紙規范。
第七步:嚴苛檢驗,確保萬無一失
最后,所有成品筒體鍛件都要接受 “全身體檢”。包括:尺寸精度全檢測、超聲波探傷(UT)復檢、磁粉探傷(MT)表面檢查、硬度測試以及按批次進行的力學性能取樣測試。只有所有檢驗項目全部合格,由質檢部門簽字確認后,這件歷經七道大關的筒體鍛件,才能被授予 “合格證”,包裝出廠,奔赴各大能源、石化、機械裝備企業,開啟它的服役生涯。

從冰冷厚重的鋼錠,到精密可靠的筒體鍛件,每一步都凝聚著永鑫生重工匠人們的心血與萬噸級裝備的力量。這不僅是一個產品的誕生過程,更是 “中國制造” 精益求精的生動詮釋。
楊先生

微信二維碼
微信號:13283506666
